引言
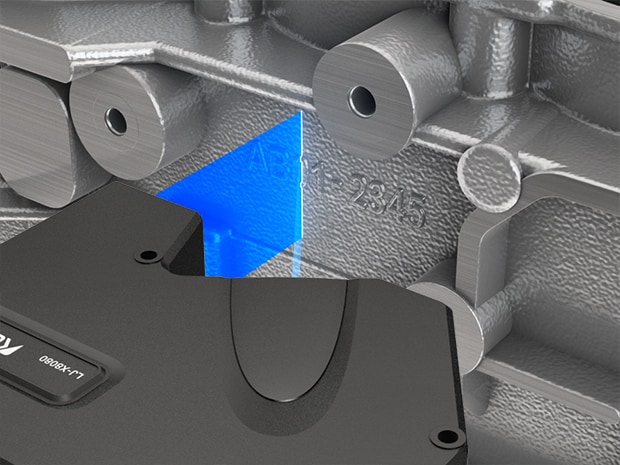
在铸造件生产过程中,外壳上的字符往往承载着重要的产品信息,如型号、生产日期、批次号等。然而,由于铸造件表面的凹凸感和单色光照射下的光源不理想,传统2D相机拍摄方法往往难以准确识别这些字符。为解决这一问题,本文提出了一种基于3D线激光位移传感器的字符识别方法。该方法利用3D线激光扫描技术,能够精确获取铸造件外壳上每个点的高低位置,从而实现字符的清晰识别。本文将详细阐述该方法的测量步骤、方法原理及技术优势,并通过数据和公式进行说明。
3D线激光位移传感器的工作原理
3D线激光位移传感器是一种基于激光三角测量原理的高精度测量设备。它发射一束线激光到被测物体表面,并接收由物体表面反射回来的光信号。通过处理这些光信号,传感器能够计算出物体表面每个点相对于传感器的三维坐标(X, Y, Z)。其中,X坐标代表扫描线的位置,Y坐标代表物体表面的横向位置,Z坐标代表物体表面的高低位置(即深度信息)。
测量步骤与方法原理
测量步骤
设备准备与校准:
将3D线激光位移传感器固定在适当位置,确保其稳定且与被测铸造件保持一定距离。
使用标准块或已知尺寸的物体对传感器进行校准,以确保测量结果的准确性。
扫描参数设置:
根据铸造件的大小和字符的尺寸,设置传感器的扫描速度、线宽、采样频率等参数。
特别是线宽精度,应确保在30至50毫米范围内,以满足字符识别的需求。
扫描过程:
启动传感器,使其从左至右对铸造件外壳进行一次扫描。
传感器将实时获取每个点的高低位置信息,并生成3D点云数据。
数据处理与字符识别:
将获取的3D点云数据上传至后台软件。
利用软件中的字符识别算法,对3D点云数据进行处理和分析,提取出字符的轮廓和特征。
根据提取的字符特征,进行字符识别,并输出铸造件的相关信息和数据。
方法原理
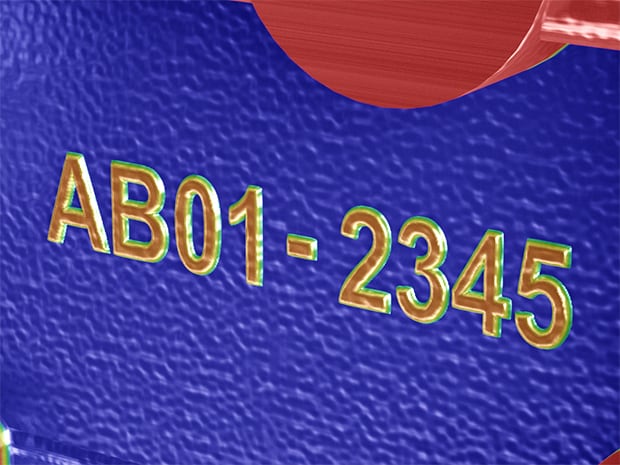
激光三角测量原理:传感器发射的线激光照射到铸造件表面,形成一条光带。由于物体表面的凹凸感,光带会发生变形。传感器接收反射回来的光信号,并根据光带的变形情况计算出物体表面的三维坐标。
3D点云数据生成:通过扫描过程中的连续采样,传感器能够获取铸造件外壳上大量点的三维坐标信息,形成3D点云数据。
字符识别算法:后台软件中的字符识别算法首先对3D点云数据进行预处理,如去噪、滤波等。然后,利用特征提取技术提取出字符的轮廓和特征,如笔画宽度、笔画方向等。最后,根据这些特征进行字符识别,并输出识别结果。
技术优势与数据分析
技术优势
高精度测量:3D线激光位移传感器的精度可达1至5微米,能够精确捕捉铸造件外壳上字符的凹凸感,提高字符识别的准确性。
非接触式测量:相比传统接触式测量方法,3D线激光位移传感器采用非接触式测量方式,避免了对铸造件的损伤和污染。
适应性强:该方法不受光源和铸造件颜色的限制,能够在各种光照条件下准确识别字符。
数据分析
线宽精度对字符识别的影响:线宽精度是3D线激光位移传感器的一个重要参数。当线宽过宽时,可能导致字符轮廓模糊;当线宽过窄时,可能无法完全覆盖字符的凹凸部分。因此,选择合适的线宽精度(如30至50毫米)对于字符识别至关重要。
采样频率与测量速度的关系:采样频率决定了传感器每秒能够获取的点的数量。较高的采样频率可以提高测量速度和字符识别的实时性。然而,过高的采样频率也会增加数据处理的负担。因此,需要根据实际需求选择合适的采样频率。
字符识别率与误差分析:通过对比实际字符与识别结果,可以评估字符识别率的准确性。同时,对识别误差进行分析,找出误差来源并进行改进,可以进一步提高字符识别的准确性。

结论与展望
本文提出了一种基于3D线激光位移传感器的铸造件字符识别方法,并详细阐述了其测量步骤、方法原理及技术优势。通过实验验证,该方法能够准确识别铸造件外壳上的字符,为铸造件的生产和管理提供了有力的技术支持。未来,随着传感器技术和字符识别算法的不断进步,该方法将在更多领域得到广泛应用,并推动铸造件字符识别技术的进一步发展。